






ਜਾਅਲੀ ਸਟੀਲ ਗਲੋਬ ਵਾਲਵਵਿੱਚ ਵੰਡੇ ਹੋਏ ਹਨਜਾਅਲੀ ਕਾਰਬਨ ਸਟੀਲ ਗਲੋਬ ਵਾਲਵਅਤੇਜਾਅਲੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਗਲੋਬ ਵਾਲਵ, ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ ਅਤੇ ਦਰਮਿਆਨੇ ਦਬਾਅ ਵਾਲੇ ਮੌਕਿਆਂ (150lb-800lb, 1500LB, 2500LB), ਅਤੇ ਨਾਲ ਹੀ ਉੱਚ ਅਤੇ ਘੱਟ ਤਾਪਮਾਨ ਵਾਲੇ ਮੌਕਿਆਂ (-196℃ ~ 700℃) ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜਾਅਲੀ ਸਟੀਲ ਵਾਲਵ ਵਿੱਚ ਉੱਚ ਦਬਾਅ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਉੱਚ ਤਾਕਤ ਅਤੇ ਬਿਹਤਰ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ। ਪਰ ਫੋਰਜਿੰਗ ਪ੍ਰਕਿਰਿਆ ਤੱਕ ਸੀਮਿਤ, ਅਕਸਰ ਸਿਰਫ ਛੋਟੇ ਅਤੇ ਦਰਮਿਆਨੇ ਆਕਾਰ (1/2 “, 3/4 “, 1 “, 1-1/4 “, 1-1/2 “, 2, 2-1/2 “, 3 “ਅਤੇ 4″) 'ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ।
ਵਾਲਵ ਓਪਰੇਸ਼ਨ ਮੈਨੂਅਲ, ਬੇਵਲ ਗੇਅਰ, ਨਿਊਮੈਟਿਕ ਐਕਚੁਏਟਰ, ਇਲੈਕਟ੍ਰਿਕ ਐਕਚੁਏਟਰ, ਹਾਈਡ੍ਰੌਲਿਕ ਐਕਚੁਏਟਰ, ਨਿਊਮੈਟਿਕ-ਹਾਈਡ੍ਰੌਲਿਕ, ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਹੋ ਸਕਦਾ ਹੈ।
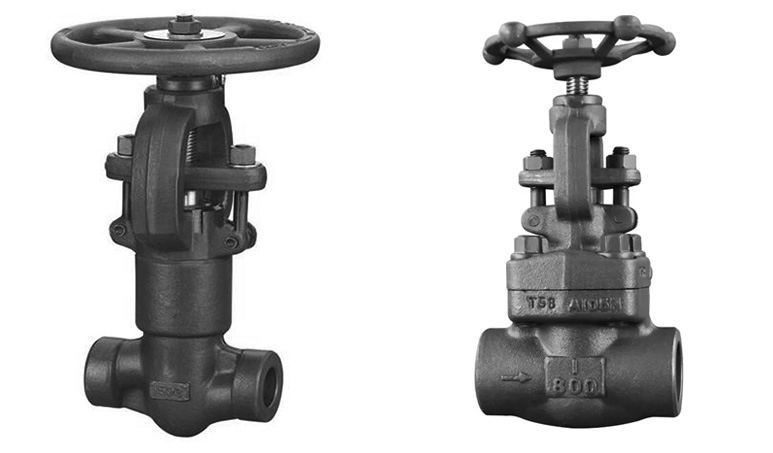
ਜਾਅਲੀ ਸਟੀਲ ਗਲੋਬ ਵਾਲਵ ਬਣਤਰ ਦੇ ਫਾਇਦੇ
1. ਜਾਅਲੀ ਸਟੀਲ ਗਲੋਬ ਵਾਲਵ ਪ੍ਰੈਸ਼ਰ ਸਵੈ-ਕਠੋਰ ਸੀਲ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਅਤੇ ਵਾਲਵ ਬਾਡੀ ਬ੍ਰਾਂਚ ਪਾਈਪ ਦੇ ਦੋਵੇਂ ਸਿਰੇ ਵੈਲਡ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
2. ਜਾਅਲੀ ਸਟੀਲ ਗਲੋਬ ਵਾਲਵ ਵਾਲਵ ਸੀਟ, ਵਾਲਵ ਡਿਸਕ ਸੀਲਿੰਗ ਸਤਹ ਕੋਬਾਲਟ-ਅਧਾਰਤ ਸੀਮਿੰਟਡ ਕਾਰਬਾਈਡ ਪਲਾਜ਼ਮਾ ਸਪਰੇਅ ਵੈਲਡਿੰਗ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ, ਉੱਚ ਘ੍ਰਿਣਾ ਪ੍ਰਤੀਰੋਧ ਤੋਂ ਬਣੀ ਹੈ।
3. ਵਾਲਵ ਸਟੈਮ ਨੂੰ ਖੋਰ ਪ੍ਰਤੀਰੋਧਕ ਨਾਈਟ੍ਰਾਈਡਿੰਗ ਨਾਲ ਇਲਾਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਵਧੀਆ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਘ੍ਰਿਣਾ ਪ੍ਰਤੀਰੋਧ ਹੁੰਦਾ ਹੈ।
4. ਖੁੱਲ੍ਹਣ ਅਤੇ ਬੰਦ ਹੋਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਵਾਲਵ ਬਾਡੀ ਵਿੱਚ ਵਾਲਵ ਡਿਸਕ ਦੇ ਕਾਰਨ, ਸੀਲਿੰਗ ਸਤਹ ਦਾ ਰਗੜ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਘੱਟ ਹੁੰਦਾ ਹੈ।
5. ਆਮ ਤੌਰ 'ਤੇ ਵਾਲਵ ਬਾਡੀ ਅਤੇ ਡਿਸਕ 'ਤੇ ਸਿਰਫ਼ ਇੱਕ ਹੀ ਸੀਲਿੰਗ ਫੇਸ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਬਿਹਤਰ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਲਈ ਸੁਵਿਧਾਜਨਕ ਹੁੰਦੀ ਹੈ।
ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ ਵਾਲਵ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਵਾਲਵ ਡਿਜ਼ਾਈਨ ਸਟੈਂਡਰਡ ਮੌਜੂਦਾ ਅੰਤਰਰਾਸ਼ਟਰੀ ਸਟੈਂਡਰਡ API 602 ਦੇ ਅਨੁਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਪ੍ਰਦਰਸ਼ਨ ਟੈਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਤਾਕਤ ਟੈਸਟ ਵਿੱਚ, ਟੈਸਟ ਪ੍ਰੈਸ਼ਰ ਨਾਮਾਤਰ ਦਬਾਅ ਦਾ 1.5 ਗੁਣਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਮਿਆਦ 5 ਮਿੰਟ ਤੋਂ ਘੱਟ ਨਹੀਂ ਹੁੰਦੀ।
ਵਾਲਵ ਸ਼ੈੱਲ ਅਤੇ ਪਿਛਲੀ ਸੀਟ ਦੀ ਸੀਲਿੰਗ ਬਿਨਾਂ ਲੀਕੇਜ ਦੇ ਯੋਗ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਸੀਲਿੰਗ ਟੈਸਟ, ਟੈਸਟ ਪ੍ਰੈਸ਼ਰ ਨਾਮਾਤਰ ਦਬਾਅ ਦਾ 1.1 ਗੁਣਾ ਹੈ;
ਟੈਸਟ ਅਵਧੀ ਦੇ ਸਮੇਂ ਵਿੱਚ ਟੈਸਟ ਪ੍ਰੈਸ਼ਰ API 598 ਸਟੈਂਡਰਡ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਡਿਸਕ ਸੀਲਿੰਗ ਸਤਹ 'ਤੇ ਕੋਈ ਲੀਕੇਜ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ।
ਪੋਸਟ ਸਮਾਂ: ਅਗਸਤ-20-2021